 | ||||||
| Articles | Projects | Resume | Cartoons | Windsurfing | Paintings | Album |
The Treatment of Industrial Effluent
at the MacMillan Bloedel
Powel River and Port Alberni
Paper Manufacturing Facilities
by Waterose
The treatment of industrial effluent from the paper manufacturing facilities in British Columbia is a major concern because the effluent is discharged into prime salmon habitat in the marine environment (Cross, 1994). High levels of biological oxygen demand (BOD) in the effluent reduce the dissolved oxygen (DO) available to species in the marine environment. In 1988, the Federal Department of Fisheries and Oceans reviewed the levels of DO and total suspended solids (TSS) that are discharged in the effluent (Cross, 1994). New reduced levels of discharge for BOD and TSS were established in 1990 by the government of British Columbia and the more stringent federal pulp and paper effluent regulations were enacted in 1992 (Cross,1994). MacMillan Bloedel Limited (MB) was an active participant in the discussions regarding the development of waste stream treatment technologies that were capable of achieving the targeted effluent standards (Cross, 1994).
The MB paper mills located in Powell River and Port Alberni use similar effluent treatment systems that utilise aerobic organisms for the decomposition of the effluent (Kilback , 1998; Cross, 1994). The main difference between the two systems is that the Port Alberni system uses atmospheric air with 21% oxygen in the aeration process, whereas the Powell River system uses 88-91% pure oxygen (Kilback, 1998; Cross, 1994). The oxygen enhanced system at Powell River processes the activated sludge four times faster than the traditional aeration system used at Port Alberni.
The Powell River high rate oxygen activated sludge treatment system is an example of the UNOX wastewater treatment system developed by Union Carbide (Kilback, 1998). The Powell River system has the capacity to treat 45 tonne/day of effluent, with an average operating capacity of 29-30 tonne/day (Kilback, 1998). The BOD is reduced by 95% to 2 kilo/tonne (Kilback, 1998). The food to biomass ratio is 0.5; in other words, for every kilogram of BOD reduction, 2 kg of organisms are required. The process is completed in an enclosed biological reactor tank (Kilback, 1998). The process produces 1,350 air dry tonne/day of sludge (Kilback, 1998).
The microbiologist, Terry Teng, at the Powell River facility described the process as follows (Teng, 1998). The effluent is pumped into a preliminary clarifier for two hours, and then it is moved into the primary biological reactor or digestor. The holding capacity of the bioreactor 31.6 million litres, and the resident time for the effluent is four hours. The effluent is then moved to three clarifiers, each with a holding capacity of 17.9 million litres for a resident time of six to seven hours. A portion of the sludge is recycled into the main bioreactor to maintain the population of microbes. The rest of the effluent is moved out of the clarifier and dewatered. The water is discharged. The solid sludge is moved through a screw press for additional dewatering. The caked solids are treated as solid industrial waste, and depending on the location of the paper mill, either combusted or recycled as fertiliser in tree seedling nurseries.
There are specific conditions that need to be maintained for this system to operate at optimal efficiency (Teng, 1998). Any serious deviations could result in the complete shut-down of the system. The oxygen gas needs to be maintained at a residual 2-5 parts per million (ppm). The temperature needs to be maintained between 25°C and 35°C. The effluent is routed through cooling towers to reduce the temperature. If temperatures exceed 40°C, then the dominant microbes will be thermophilic which are thought to be less efficient than non-thermophilic microbes in this type of treatment. An interesting aside is that there is currently a bench scale study being conducted by a Masters student at University of British Columbia that shows that thermophillic microbes operating at 46°C do not diminish the normal expected productive returns (Teng, 1998). The pH needs to be maintained between 6-8.5. Above 8.8-9 only alkaline tolerant microbes can survive, and below 5.5-5.6 extensive fungal growth occurs, which makes the sludge harder to dewater. The effluent is treated with pH trimming chemicals to maintain the desired pH levels. Another significant factor is that nutrients are added to the effluent. Significant quantities of nitrogen in the form of anyhydrous ammonia UAN-solution fertiliser 28-00 are added to the effluent. In addition, phosphorous is added in the form of phosphoric acid or 10-34 fertiliser to maintain a residual concentration of 1-2.5 ppm. The Powell River mill uses 580 metric tonnes of nitrogen fertiliser and 250 metric tonnes of phosphorous fertiliser annually. The microbes use the nutrients for biological processes; however, the cake sludge is high in nitrogen and phosphorous content and consequently can be used as a fertiliser for tree farms. There has been public opposition in some communities about using ‘mill waste’ as fertiliser and, therefore, most of the solid cake sludge is combined with hog fuel and burned in power boilers to generate steam energy. Recall that Powell River generates 1,350 air dry tonnes/day of solid cake sludge.
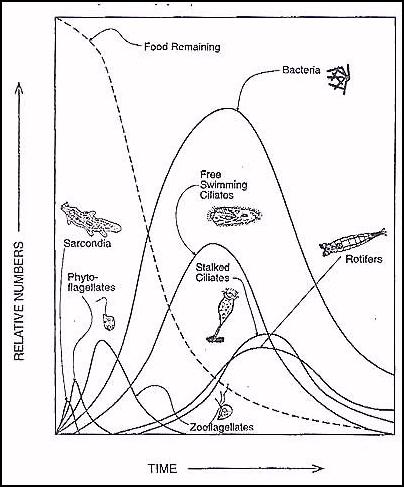
The treatment of the sludge to reduce the BOD is done by bacteria and microorganisms. Microbiologist Terry Teng monitors the populations, and the conditions in the bioreactor, and advised the following (Teng, 1998). Activated sludge is comprised of 95% bacteria and 5% of the higher microorganisms. The bacteria decompose resin acids, carbohydrate sugars, complex organic molecules and reduce the BOD. The bacteria form two types of sludge depending on how the bacteria form communities. There are bacteria that form flocs or conglomerates that sink to the bottom forming a dense sludge and a clear effluent. There are also filamentous bacteria that develop with fungi. The most dominant type of bacteria are the filamentous Haliscomenobacter hydrossis which are an indicator of low oxygen content. Another less common type of bacteria is the Thiothrix spp., which is a sulphur based genus. Some bacteria are referred to by number, such as Type 0581, which is also found in the Powell River bioreactor. The bacteria are prey to larger microorganisms including amoeba (Sarcodina) , free swimming ciliates (Ciliata), stalked ciliates (Vorticella), and Suctoria. There are also multicellular rotifer organisms in the activated sludge. Figure 1 illustrates the relative abundance and development of microorganism communities in a typical activated sludge aeration tank (Cross Fax Article- Micro-organisms, 1998).
The Port Alberni bioreactor micro-organism community is very similar to that of the Powell River UNOX system. The major components of the Port Alberni activated sludge treatment system include a primary clarifier, an open aeration basin which is the bioreactor, two secondary clarifiers and a dewatering facility (Cross, 1994). The pH of the effluent is adjusted with the addition of 10% caustic and 93% sulphuric acid before it enters the primary clarifier. The primary clarifier has four variable speed axial agitators. The primary effluent and the activated sludge are pumped into the bioreactor. A portion of the primary effluent is routed through the cooling towers to maintain the temperature below 35°C. Aeration in the bioreactor is provided by coarse bubble air diffusers. The bioreactor is divided into four chambers by sluice gates to accommodate fluctuations in the volume processed, and to facilitate maintenance if required. Nutrients are added as anhydrous ammonia for nitrogen, and 55% phosphoric acid for phosphorous. A portion of the activated sludge is fed back into the bioreactor basin. The waste sludge is pumped to a rotary screen thickener, and a screw press dewatering system. The dewatered sludge is moved by a conveyor belt system, and added to the hog fuel system that provides fuel for incineration in the power boilers.
The initial start up of the Port Alberni activated sludge treatment was seeded by using activated sludge from another mill which contained active microbes (Cross, 1994). Only one of the four compartments in the bioreactor was initially seeded. The biomass in the mixed effluent liquor increased from 400 mg/L to 1200 mg/L in three days. The second compartment was then brought on line. The BOD reduction exceeded 80% after an additional three days. Within seven days, all four chambers of the bioreactor were fully operational. Within nineteen days of seeding the activated sludge treatment system was fully operational.
The reduction of the BOD in the paper mill effluent reduces the BOD of the waters into which the effluent is discharged. The Port Alberni mill and the Powell River mill have similar effluent treatment systems in that both are aerated, and both use natural microbes to decompose materials in the effluent. The use of pure oxygen at the Powell River Mill increases the rate of microbial activity, and decreases the amount of time that the effluent must reside in the bioreactor. The activated sludge treatment is an effective method that uses natural microorganisms to reduce the input of harmful effluent into the environment.
References:
Written for Royal Roads University ES317 Microbiology and Biochemistry Lecture SeriesCross, L. Operator. MacMillan Bloedel Limited. Port Alberni Paper Manufacturing Div.
- Personal Telephone Interview. February 18, 1998. (250)-724-7889.
- Paper. "From Conception to Resolution: Effluent Treatment Upgrade at Alberni Pulp & Paper to meet Special Quality Regulations." Pulp & Paper Canada. December, 1994.
- Personal Fax Communiqué Article. 1998. "Filamentous Sludge Quality Problems." pp. 125-1131."
- Personal Fax Communiqué Article. 1998. "Micro-organisms in the Activated Sludge System." pp.3-7.
Teng, T. Microbiologist. MacMillan Bloedel Limited. Power River Manufacturing Div. Personal Telephone Interview. February 18,1998. (250)-483-2850.
Return to Index of Articles
 email Waterose
email Waterose
Please Sign My Guestbook
Please View My Guestbook

| Articles | Projects | Resume | Cartoons | Windsurfing | Paintings | Album |
 | ||||||